
As a key component of the engine, the integral impeller has a great influence on the performance of the engine, and its processing has become a key link to improve engine performance. However, due to the complexity of the overall impeller structure, its numerical control processing technology has always been a difficult point in the manufacturing industry. Using the typical CAD/CAM software - UG, the five-axis machining program of the rotor of the micro-turbine engine compressor with deep and narrow channel, large twist angle and variable radius is compiled and realized on the 500VS - 500 HS series machine. Mass production.
As a key component of Turbine machinery, the integral impeller is widely used in aviation, aerospace and other fields, and its quality directly affects its aerodynamic performance and mechanical efficiency. Therefore, its processing technology has always been an important topic in the turbine manufacturing industry. At present, the general software for five-axis machining of the whole impeller is used in foreign countries [1], the whole impeller processing module of the 500VS-500 HS high-speed milling center of the German arbur-klink company. In addition, some general-purpose software such as: UG, CATIA, PRO/ E, etc. can also be used for integral impeller machining. At present, there are only a few companies in China (such as: Northwestern Polytechnical University and some aerospace systems, some engine professional factories, professional institutes) can process the whole impeller, and the process level is still far from the international advanced level. In general, the research and application of the field of impeller processing in China is still far from the developed countries. The German arthur-klink China office hopes to make its efforts to improve the industrial level of domestic enterprises through its own efforts, especially in narrow areas. Manufacturing technology and services are provided in high-performance impeller manufacturing technologies such as channels and small hubs.
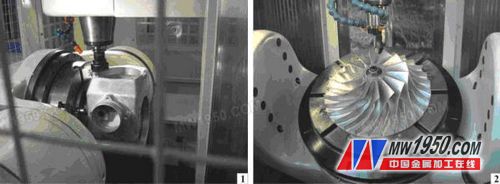
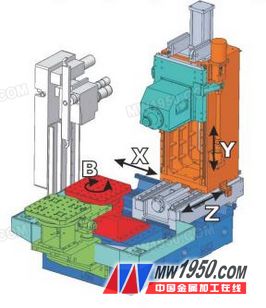
The whole milling impeller machining means that the blank is forged and then turned into the basic shape of the impeller body. The hub and the blade are processed on one blank at the five-axis CNC machining center, which can meet the strength requirements of the compressor impeller. The surface error is small, and the quality is less when the dynamic balance is performed, so it is an ideal processing method. The maturity of the five-axis CNC machining technology enables the parts that were originally hand-made to be manufactured by integral machining. CAD/CAM system structure diagram for machining integral impeller by numerical control machining method
Most of the domestic impellers are based on foreign impeller shrinkage ratios, and the impeller cited in this paper is the compressor rotor on the micro-aviation engine independently developed by the Beijing University of Energy and Power Engineering. The rotor outlet diameter of the compressor is 81mm, there are 8 first-stage blades, 8 second-stage blades, the exit blade height is 3mm, the impeller inlet diameter is 44.3mm, the inlet blade height is 17.15mm, and the blade thickness is the thinnest at 0.4mm. The minimum spacing is 3.1mm, as shown in the figure.
The experimental results prove that the micro-integrated impeller NC machining scheme is feasible. The UG can realize the NC machining programming of the complex micro-integral impeller, and the machining effect is good. This machined part has been used in the test of the micro engine.
The Arthur-klink 500VS – 500 HS High Speed ​​Milling Center offers a complete solution with a software system.

Arthur-klink China Office
Http://
Infrared Thermometer,Ir Thermometer,Non Contact Thermometer,Non Contact Infrared Thermometer
Chengdu Augus Science Technology Co., Ltd. , https://www.vluckyaugus.com